Learning Hub
Glossary
Gasket
A gasket is a compressible sealing element placed between two mating surfaces (like flanges, housings, covers, or plates) to prevent leakage of fluids or gases when the joint is clamped together. Its job is to fill microscopic surface imperfections and maintain a seal under pressure, temperature changes, vibration, and chemical exposure.

In industrial systems, a gasket works by converting bolt load (clamping force) into gasket stress—the squeeze that lets the gasket conform to the flange face and block leak paths. Once the system is pressurized, that seal has to survive “real life” forces like internal pressure trying to separate the joint, thermal cycling that changes bolt stretch, and long-term effects like creep/relaxation that can reduce sealing stress over time.
Gaskets come in many forms because service conditions vary wildly. Softer sheet gaskets (fiber, PTFE, graphite, rubber) are used where surfaces are less perfect or pressures are moderate; spiral-wound and kammprofile gaskets are used where higher pressure/temperature and tighter leak performance are needed; metal ring-type-joint gaskets show up in very high-pressure services. The right gasket choice depends on the fluid chemistry, operating temperature/pressure, flange facing, required tightness (emissions/leak class), and how the joint will be assembled and maintained.
Gasket Leakage
Gasket leakage is the unintended escape of a fluid (gas or liquid) through a gasketed joint because the gasket–flange interface does not maintain a continuous, sufficiently compressed sealing barrier. Leakage occurs when the contact stress on the gasket is too low, non-uniform, or becomes compromised, allowing a leak path to form through surface imperfections, gasket porosity, micro-channels, or along the gasket edges.

Leakage is commonly caused by insufficient bolt preload, uneven tightening, or loss of clamp load over time due to gasket seating/relaxation, embedment, creep (cold flow), or vibration. It can also be driven by thermal cycling, which repeatedly changes relative expansion between bolts, flanges, and the gasket, altering gasket stress and potentially “working” the joint until sealing stress drops below what’s required. Additional contributors include incorrect gasket selection for the service (pressure, temperature, chemical compatibility), damaged or warped flange faces, improper surface finish, misalignment, and bolt or nut issues (yielding, galling, wrong lubrication, or excessive friction variability that prevents achieving target preload).
Gasket leakage is often described by where it occurs: internal leakage (past a partition in heat exchangers), external leakage (to atmosphere), or blowout (a sudden gasket failure from excessive pressure or loss of restraint). Preventing it typically centers on achieving and retaining the correct gasket stress using proper gasket type, flange finish, bolt material, tightening method (multi-pass patterns, controlled torque, tensioning), and, when required, post-assembly retorque practices such as a relaxation pass.
Gasket Relaxation
Gasket relaxation is the loss of sealing stress over time in a bolted joint—meaning the gasket is no longer being squeezed as hard as it was right after assembly. In a flange, you start with bolt preload that compresses the gasket to create a seal; then the gasket (and sometimes the joint surfaces) “settle,” creep, and relax, which reduces bolt load and gasket contact stress. If that sealing stress drops below what’s needed for the service pressure, you get leakage—sometimes gradually (weep), sometimes suddenly (blowout risk in severe cases).
A big driver is creep / stress relaxation of the gasket material—under load, the gasket can thin or flow, so the bolts lose stretch and the clamp load decays. This gets dramatically more important at elevated temperature; the Fluid Sealing Association handbook notes that torque loss is usually minor at ambient conditions for many materials, but becomes a serious consideration as temperature climbs (they call out ~90 °C / 194 °F as a point where it can start to matter a lot).
There’s also embedment / seating loss—tiny high spots on flange faces, washers, and threads flatten out after tightening, and the gasket “beds in.” That initial “settling” can take a meaningful bite out of preload even before the system ever sees full temperature and pressure.
Standards often quantify this behavior. For example, EN 13555 uses parameters that describe how much gasket stress remains after relaxation—commonly expressed as a ratio of remaining stress to initially applied stress (often shown as PQR in gasket data). A PQR of 0.5, for instance, implies about half the initial gasket stress remains after the specified relaxation test conditions.
Because relaxation is so common, best practice procedures often include a controlled “second tightening.” Industry guidance talks about relaxation passes (retightening after a dwell period at ambient) and start-up retorque/hot retorque (retightening after the joint has seen temperature/process) to restore preload lost to early creep/settlement—when the joint design and safety constraints allow it.
In practical terms, you fight gasket relaxation with a mix of materials and mechanics: choose a gasket with appropriate creep-relaxation behavior for the temperature/chemical service, use a bolting strategy that maintains clamp load (proper tightening method, lubrication control, correct bolt stress target), and—where appropriate—use techniques that keep the joint “springy” (more bolt stretch, live-loading washers in some applications, stiffer flanges) so the system can tolerate some gasket thickness loss without losing sealing stress.
Gasket Seating
Gasket seating is the process by which a gasket is compressed and conformed between two mating surfaces during bolt-up so it creates a continuous, leak-tight seal. As the fasteners are tightened, the joint applies compressive stress that causes the gasket to flow, crush, or deform (depending on gasket type), filling in surface roughness, waviness, and minor imperfections so there are no continuous leakage paths.
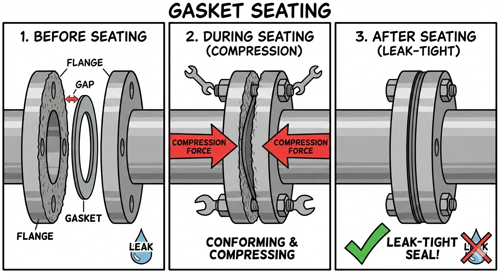
Gasket seating typically happens in two stages: an initial seating phase during tightening where the gasket’s thickness reduces and its contact area stabilizes, and a short-term settlement/relaxation phase afterward where additional compression loss can occur due to creep, cold flow, embedment, and surface “bedding-in.” This is why gasketed joints are often tightened in multiple passes and patterns and may require a relaxation pass (retorque) after a dwell period to restore lost bolt load and maintain the gasket stress needed for sealing.
The amount of gasket seating required depends on gasket construction (soft sheet, spiral wound, kammprofile, PTFE, graphite, etc.), flange surface finish, temperature, and internal pressure, and it’s often managed by specifying a minimum gasket seating stress (sometimes expressed as a seating factor in design methods) to ensure the gasket is sufficiently compressed without being over-crushed or damaged.
Gasket Stress
Gasket stress (also called gasket surface pressure or gasket seating stress) is the compressive load per unit area applied to a gasket in a bolted joint. In plain terms, it’s “how hard the flanges are squeezing the gasket,” usually expressed in MPa (or psi). That stress is one of the most important sealing variables because it directly controls whether the gasket conforms to flange-face imperfections and blocks leak paths.
In real flange life, gasket stress isn’t a single number—it changes from assembly to operation. You apply bolt load during assembly to reach a seating stress high enough to seat the gasket. After you pressurize and heat-cycle the joint, the gasket can be offloaded by internal pressure (hydrostatic end force trying to separate the flanges), and it can also lose stress over time due to creep/relaxation and embedment. That’s why references like FSA guidance talk about minimum seating stress and minimum operating stress (the minimum stress that must remain on the gasket in service to prevent leakage).
There’s also an upper limit: too little gasket stress leaks; too much can damage the gasket or the joint. Excess stress can crush soft materials, cause extrusion/blowout tendencies, or overstress flanges/bolting. This is why engineering methods and standards use a range—a minimum stress needed for tightness and a maximum permissible stress the gasket/joint can tolerate.
If you’re working in the EN/European design world, EN 13555 is commonly used to generate gasket parameters that explicitly describe these stress targets—values like Qmin(L) (minimum surface pressure at assembly for a given tightness class), QSmin(L) (minimum surface pressure required in service after offloading), Qsmax (maximum gasket surface pressure), and PQR (creep/relaxation factor: residual stress divided by initial stress). Those parameters feed into EN 1591-1 flange joint calculations.
AKA: Gasket Surface Pressure, Gasket Seating Stress
Kammprofile Gasket
A kammprofile gasket (also spelled camprofile gasket) is a metal-core, serrated gasket designed for high-performance sealing in bolted flange joints. It consists of a machined metal ring (commonly stainless steel or other alloy) with concentric grooves/serrations on one or both faces, typically covered with a thin soft facing layer such as graphite or PTFE. When the joint is tightened, the soft facing conforms to flange surface imperfections while the serrated metal core concentrates compressive stress into the grooves, producing a tight, stable seal.

Kammprofile gaskets are used where you need reliable sealing under high pressure and/or temperature, thermal cycling, and vibration—common in refineries, chemical processing, power generation, and heat exchangers. Compared with many soft gaskets, they offer better blowout resistance and more consistent sealing with less sensitivity to minor flange surface damage. Compared with spiral wound gaskets, they often provide stronger recovery and stability during cycling and can be a preferred choice for heat exchanger pass partitions and other demanding flange geometries.
A key advantage is that the metal core is typically reusable if it isn’t damaged; in many cases the facing can be replaced rather than scrapping the entire gasket. Selection is usually based on the core material (matched to corrosion/temperature), facing material (graphite for high temperature, PTFE for chemical resistance), and the gasket style (ring type, heat-exchanger configurations, inner/outer guides as applicable). Proper performance still depends on achieving the required gasket seating stress with correct bolt load, flange finish, and tightening procedure—over-compression can damage facings, while under-load can lead to leakage, especially in cycling service.
AKA: Camprofile Gasket