Learning Hub
Glossary
Partial Thread
A partial thread fastener is one where the threads only cover a portion of the shank, leaving a smooth, unthreaded section (called the grip length) between the head and the threaded portion. This is the opposite of a full thread fastener, where the threads run the entire length.

Pascal
A pascal (symbol Pa) is the SI unit of pressure (and stress). It tells you how much force is applied over a given area.
On one line: 1 Pa = 1 N/m² (one newton of force spread over one square meter).
In industrial terms, pascals show up everywhere pressure or stress matters—hydraulics, pneumatics, pumps, piping, vessels, gasket stress, material stress/strength—but because 1 Pa is very small, you almost always see kPa and MPa:
- 1 kPa = 1,000 Pa
- 1 MPa = 1,000,000 Pa
Handy conversions (approx):
- 1 psi ≈ 6.895 kPa
- 1 bar = 100 kPa = 0.1 MPa
- 1 MPa ≈ 145 psi
- Standard atmosphere ≈ 101.325 kPa
Quick intuition: tire pressure is roughly 200–300 kPa; many hydraulic systems operate in the 10–35 MPa range (and beyond), depending on the equipment.
Passivation
Passivation is a chemical process used to improve the corrosion resistance of metals, especially stainless steel and other alloys. Even though stainless steel already contains chromium, which naturally forms a thin oxide layer that protects it from rusting, the surface can still be contaminated with free iron or other impurities during machining, forming, or handling. These contaminants can make the metal more vulnerable to localized corrosion if not removed.

The passivation process typically involves immersing the metal in an acid solution, most commonly nitric acid or citric acid. The acid removes free iron and other foreign materials from the surface without significantly attacking the underlying metal. Once the surface is cleaned, oxygen from the air reacts with the chromium in the steel to form a stable, uniform, and self-repairing chromium oxide layer. This thin passive film serves as a barrier that greatly reduces the rate of corrosion.
In the context of fasteners, passivation is essential because bolts, nuts, and screws are often exposed to moisture, chemicals, or harsh environments where corrosion resistance is critical. By undergoing passivation, stainless steel fasteners gain improved durability and maintain their structural integrity and appearance over longer service lives.
Passivation has advantages, including enhancing corrosion resistance, extending component life, and improving cleanliness without altering part dimensions or strength. However, it also has limitations: it cannot restore heavily corroded parts, requires strict control of process conditions, and is only effective on alloys that contain sufficient chromium to form the protective oxide layer.
Article: Understanding Passivation in Stainless Steel Fasteners
Pawl
A pawl is a pivoting or spring-loaded mechanical catch that engages the teeth of a ratchet wheel or a similar notched component to allow motion in one direction while preventing or resisting motion in the opposite direction. It is typically a small lever-like part with a shaped tip that drops into, rides over, or locks against successive teeth as the mating part turns or moves. In operation, the pawl and the ratchet work together as a one-way control mechanism, converting free movement in one direction into controlled, intermittent, or locked movement in the other.
Pawls are used in a wide range of mechanical devices where indexing, holding, anti-reverse action, or directional control is required. Common examples include ratchet wrenches, hoists, winches, jacks, hand tools, clocks, seat-belt retractors, door hardware, locking mechanisms, and machinery with incremental feed or positioning functions. In some designs the pawl is urged into engagement by a spring, while in others gravity, geometry, or the movement of the connected parts brings it into contact with the ratchet teeth. The exact form can vary widely, but the defining function remains the same: the pawl acts as the locking or checking element that engages a toothed member to prevent unintended reverse movement.
The effectiveness of a pawl depends on tooth shape, engagement angle, material strength, wear resistance, spring force if used, and the load imposed on the mechanism. If the pawl is undersized, poorly aligned, worn, or subjected to shock loads beyond its design limits, it may skip, deform, or fail to hold securely. Because of this, pawls used in load-bearing or safety-related equipment are engineered with careful attention to hardness, geometry, contact stress, and reliability. In mechanical terminology, the pawl is not the toothed wheel itself but the separate engaging member that catches, locks, or steps against that toothed feature to produce one-way or indexed motion.
Pearlite
Pearlite is a lamellar (layered) microstructure found in steels and cast irons, consisting of alternating thin plates of ferrite (soft, ductile iron) and cementite (hard iron carbide, Fe₃C). It forms when austenite (γ-iron) of eutectoid composition (0.76% carbon) cools and transforms at about 727°C (1341°F) during the eutectoid reaction:
Austenite(γ) → Ferrite(α) + Cementite(Fe3C)
Pearlite gets its name because the alternating light and dark layers resemble mother-of-pearl under a microscope. Its mechanical properties fall between those of its two components—stronger and harder than ferrite, but more ductile than cementite.
Key characteristics of pearlite:
- Formed through the eutectoid decomposition of austenite in steel.
- Appears as fine, alternating layers of ferrite and cementite.
- The spacing of the layers (lamellar spacing) determines hardness—fine pearlite is harder and stronger than coarse pearlite.
- Found in carbon steels, ductile irons, and some cast irons, often making up a large portion of their microstructure.
Mechanical significance:
Pearlite provides an excellent balance of strength, hardness, and toughness, so steels containing a high percentage of pearlite (like rail steels, prestressed wires, and springs) are used in applications demanding high wear resistance and moderate ductility. In contrast, steels with less pearlite and more ferrite are softer and more formable.
Penta Bolt
A penta bolt, also called a penta head bolt or pentagon-head security bolt, is a tamper-resistant fastener with a five-sided external head instead of the more common hex or socket drive. Because its head geometry does not fit standard wrenches or sockets, it is intended to be installed and removed with a matching special pentagon socket or driver, which helps restrict access to authorized personnel.
Penta bolts are used primarily where security, vandal resistance, or controlled access is important rather than where unusually high mechanical strength is the main requirement. They are commonly found on manhole covers, ground lids, valve boxes, waterworks hardware, meter boxes, ground vaults, and electrical or utility enclosures, especially in municipal and public-infrastructure settings. The idea is simple: the fastener still performs a normal clamping function, but the unusual head shape makes casual removal much harder than with ordinary bolts.
Penta bolts are often made in corrosion-resistant materials such as stainless steel because many of their applications are outdoors, at ground level, or in exposed service environments. They may be supplied in several styles, including machine-bolt forms, washer-head versions, captive styles, and lag-style versions, depending on the hardware being secured. In practical use, they are considered a type of security fastener rather than a fundamentally different class of bolt from a structural-engineering standpoint.
One practical detail that makes penta bolts especially useful in utility work is that the external five-sided head has no recessed drive cavity, so it is less likely than some internal-drive security screws to pack full of dirt, mud, or debris in ground-level service. That is one reason they are commonly specified for covers and boxes in streets, sidewalks, and field utility installations.
AKA: Penta Head Bolt, Pentagon-Head Security Bolt

Pentalobe Screw
A pentalobe screw is a tamper-resistant fastener with a five-lobe, flower-shaped drive. It was popularized by Apple and is used where manufacturers want to discourage casual disassembly. The head’s five rounded lobes require a matching pentalobe driver—standard Phillips/Torx bits won’t fit—so it offers light security while maintaining good torque transfer.
Where you’ll see it: phones and laptops (notably iPhone and MacBook bottom cases, batteries, and trackpads), compact electronics, and some accessories.
Common sizes: P2 ≈ 0.8 mm (iPhone), P5 ≈ 1.2 mm (MacBook bottom case), P6 ≈ 1.5 mm (some older MacBooks/assemblies). Note: naming can vary by vendor, but these three sizes cover most electronics.

Permanent Fasteners
Components designed to create a connection between two or more parts that are intended to be fixed and generally not removed without damaging either the fastener itself or the joined materials. Unlike temporary fasteners (e.g., most nuts and bolts), permanent fasteners are typically designed for single-use applications. Examples include rivets, nails, and specialized tamper-proof screws designed to resist removal.
PFAS-Free Zinc Flake Coatings
PFAS-free zinc flake coatings are corrosion-protective fastener finishes that use thin zinc and/or aluminum flakes in a binder system, but are formulated without PFAS chemicals, often called “forever chemicals.” PFAS stands for per- and polyfluoroalkyl substances, a broad family of fluorinated chemicals known for resisting heat, oil, water, and chemical attack, but also for environmental persistence and growing regulatory concern.
In fastener applications, zinc flake coatings are commonly used as an alternative to electroplated zinc, especially where high corrosion resistance is needed without introducing hydrogen embrittlement risk from acid pickling or electroplating. The coating is typically applied by dip-spin, spray, or rack process, then cured. Instead of forming a solid metallic zinc deposit like plating, the finish creates a layered barrier of overlapping metallic flakes. Those flakes act a bit like roof shingles, making it harder for moisture, oxygen, and salts to reach the steel underneath.
A PFAS-free version means the coating system avoids fluorinated additives that may have historically been used to improve lubricity, water repellency, release properties, chemical resistance, or friction control. This matters because many manufacturers and end users are moving away from PFAS-containing materials due to environmental, health, and compliance pressures.
For fasteners, the challenge is that the coating still has to do several jobs at once: resist corrosion, maintain consistent torque-tension behavior, avoid galling or seizing, meet coefficient-of-friction requirements, survive handling, and remain compatible with mating parts. A good PFAS-free zinc flake coating should still provide strong salt spray performance and predictable assembly behavior, but the formulation may rely on non-fluorinated lubricants, sealers, or topcoats to replace what PFAS-containing chemistry used to provide.
In plain fastener terms: PFAS-free zinc flake coatings are modern corrosion-resistant finishes designed to protect bolts, nuts, washers, and other steel parts while reducing reliance on persistent fluorinated chemicals. They are especially relevant for automotive, heavy equipment, construction, energy, and industrial applications where corrosion performance and compliance requirements both matter.
Phase Distribution Equilibria
Phase distribution equilibria refers to the stable balance, under given conditions of temperature, pressure, and composition, between the different phases (solid, liquid, gas, or distinct solid structures) present in a material or system. It describes how the material’s components are partitioned among these phases when the system has reached thermodynamic equilibrium—meaning no further net change occurs in how the phases are distributed.
In metallurgy and materials science, this concept is critical for understanding alloys. For example, in a steel alloy at a certain temperature, some portion of the iron may exist as ferrite while another portion exists as austenite. The phase distribution equilibria describes what fraction of the total material is in each phase, and how the chemical elements are shared between them. The equilibrium state is governed by thermodynamic principles, often represented using phase diagrams, which map out which phases are stable at different combinations of temperature, pressure, and composition.
This equilibrium is important because it determines a material’s microstructure, and therefore its mechanical and physical properties. By controlling heat treatment, cooling rates, and alloy composition, engineers manipulate phase distribution equilibria to achieve desired outcomes—such as hardness, ductility, corrosion resistance, or toughness.
In chemistry more broadly, phase distribution equilibria also applies to systems like liquid–liquid extraction, gas–liquid absorption, or multiphase reactions, where it governs how solutes or compounds partition themselves between two immiscible phases.
Phillips Pan Hd Machine Screw
A Phillips Pan Head Machine Screw is a type of screw designed for precision assembly in metal, plastic, or wood. It features a Phillips drive, a pan-shaped head, and a uniform thread along its shaft. These screws are typically used in machinery, electronics, and hardware applications, where reliable fastening is required.
Phosphate and Oil (Phos & Oil)
Phosphate and oil is a two-step finish applied to steel fasteners to improve corrosion resistance and reduce friction during installation. The process begins with a phosphate conversion coating, usually zinc or manganese phosphate, which creates a textured, matte surface. A light oil is then applied to enhance corrosion resistance and aid in handling.
Appearance - Phos & Oil fasteners typically have a dark gray to black matte finish with a slightly oily feel.
Phosphating
Phosphating is a chemical surface-treatment process that forms a thin, crystalline phosphate coating on steel, iron, zinc, or other metal surfaces. The coating is created by immersing or spraying the metal with a phosphate solution that reacts with the surface and converts part of it into an insoluble layer of phosphate crystals. Rather than simply being painted onto the metal, the coating is chemically bonded to the surface through a conversion reaction.
Phosphate coatings are commonly used to improve corrosion resistance, provide a better surface for paint or other coatings, reduce friction, assist with break-in between moving parts, and help retain lubricants or oils. The coating itself usually provides only moderate corrosion protection, so it is often combined with oil, wax, paint, sealers, or another protective finish.
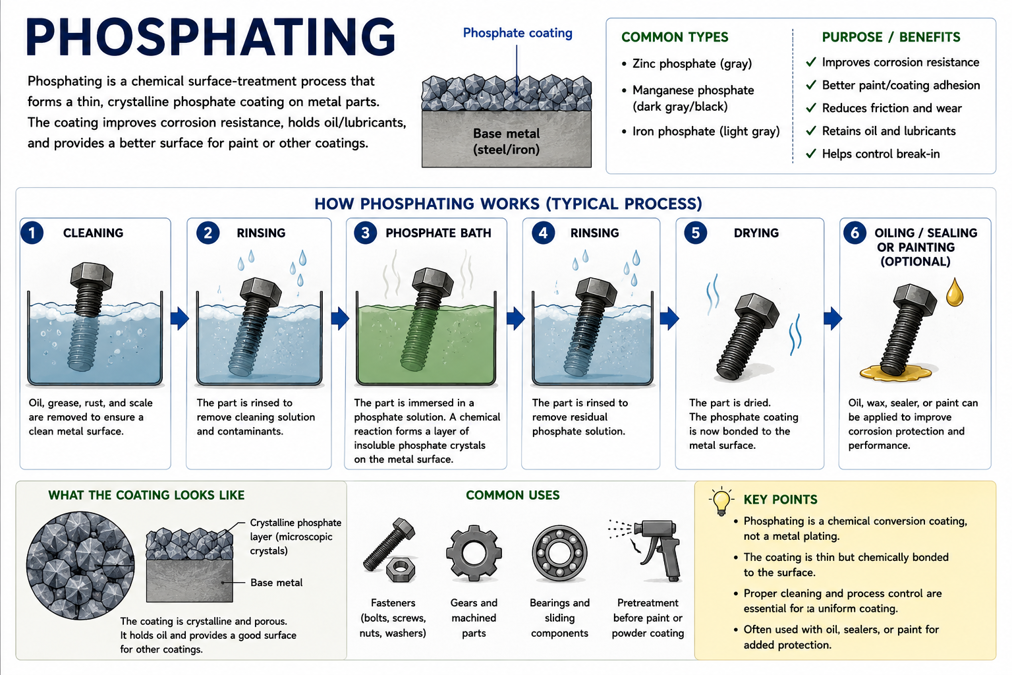
The most common types are zinc phosphate, manganese phosphate, and iron phosphate. Zinc phosphate is widely used as a pretreatment before painting or powder coating because its crystalline surface improves coating adhesion and corrosion resistance. Manganese phosphate produces a heavier, more wear-resistant coating that can hold lubricants, making it useful for gears, bearings, firearms components, and other sliding or moving parts. Iron phosphate generally forms a lighter coating and is often used as an economical pretreatment before painting.
The process usually begins with cleaning the metal to remove oil, grease, rust, scale, and other contamination. The part is then exposed to the phosphate solution under controlled conditions of temperature, concentration, and time. After the coating forms, the part may be rinsed, sealed, oiled, painted, or otherwise finished. Surface preparation is critical because dirt or corrosion can prevent the coating from forming evenly.
In fastener manufacturing, phosphating is often used on bolts, screws, nuts, and washers to provide a dark gray or black appearance, improve oil retention, reduce galling, and help control friction during installation. Because phosphate coatings can affect the relationship between tightening torque and clamp load, lubricants or sealers applied over the coating must be carefully controlled when consistent fastener performance is required.
Phosphating is different from electroplating because it does not deposit a separate metal layer using electrical current. It is also different from painting because it chemically converts the metal surface itself. In practical terms, phosphating creates a rough, porous, chemically bonded layer that helps the metal hold lubricants and provides a better foundation for additional protective coatings.
AKA: Phosphate Conversion Coating
Phosphor Bronze
Phosphor bronze is a copper-based alloy made primarily of copper and tin, with a small addition of phosphorus. The tin improves strength, wear resistance, and corrosion resistance, while the phosphorus helps deoxidize the alloy during melting and improves stiffness, fatigue resistance, and spring-like performance. In practical industrial use, phosphor bronze is valued because it combines good strength, excellent formability, strong corrosion resistance, and reliable elastic behavior.
Phosphor bronze is not one single exact composition. It is a family of copper-tin-phosphorus alloys. Typical phosphor bronze may contain roughly 0.5% to 11% tin and a small phosphorus content, often below 0.35%, with the balance mostly copper. Higher tin content generally increases strength, hardness, and wear resistance, while lower tin grades may offer better ductility and electrical conductivity. The exact grade is selected based on whether the part needs to bend, conduct electricity, resist wear, act as a spring, or survive a corrosive environment.

One of the most important properties of phosphor bronze is its fatigue resistance. Fatigue resistance is the ability to survive repeated flexing or cyclic loading without cracking. This makes phosphor bronze especially useful for parts that need to bend and return to shape many times, such as spring contacts, electrical connectors, clips, terminals, switch components, relay parts, retaining clips, and small formed hardware. It can provide spring force without becoming brittle as quickly as some harder materials.
Phosphor bronze also has good wear resistance and a naturally low tendency to gall or seize compared with many ferrous materials. Because of this, it is often used in bushings, bearings, thrust washers, gears, wear plates, and sliding components, especially where moderate loads, good dimensional stability, and resistance to frictional wear are needed. It is not as hard as steel, but it performs well where a tough, corrosion-resistant, self-compatible bearing material is preferred.
Corrosion resistance is another major advantage. Phosphor bronze resists atmospheric corrosion, moisture, many industrial environments, and seawater better than plain carbon steel. This makes it useful in marine hardware, electrical components, pumps, valves, instruments, and outdoor equipment. Like other copper alloys, it can darken or form a patina over time, but that surface change is not the same as destructive red rust on steel.
In fastener and industrial hardware context, phosphor bronze may be used for spring washers, clips, retaining parts, electrical contact hardware, specialty nuts, marine fasteners, bushings, and non-sparking components. It is especially useful where the part needs a combination of conductivity, corrosion resistance, and spring behavior. However, it is not normally chosen for high-strength structural bolts because steel and alloy steel provide much higher tensile strength at lower cost.
Phosphor bronze is also considered a good material for certain electrical and electronic applications because it has better conductivity than steel or stainless steel, while also offering better spring properties than pure copper. That combination is why it appears so often in connectors and contact springs: pure copper conducts well but is too soft for many spring-contact applications, while phosphor bronze gives up some conductivity in exchange for better strength, wear resistance, and elastic recovery.
Phosphorus (P)
Phosphorus is a nonmetallic chemical element with the symbol P and atomic number 15. It is a highly reactive element that does not normally occur in nature as a free element because it readily combines with oxygen and other elements. Instead, phosphorus is most commonly found in mineral compounds such as phosphates.
In metallurgy, phosphorus is an important but carefully controlled element. In steel, small amounts of phosphorus can increase strength, hardness, and machinability, but too much phosphorus can be harmful because it reduces ductility and toughness. Phosphorus tends to segregate at grain boundaries, where it can make steel more brittle, especially at lower temperatures. This is why phosphorus is usually treated as a residual or impurity element in many carbon and alloy steels, with maximum limits specified in material standards.
In fastener materials, phosphorus content matters because bolts, screws, studs, nuts, and washers often need a balance of strength, toughness, ductility, and forming performance. Excess phosphorus can make steel more prone to cracking during cold heading, thread rolling, bending, or impact loading. For critical fasteners, phosphorus is tightly limited because brittle behavior can be dangerous in joints exposed to vibration, shock, fatigue, or low-temperature service.
Phosphorus can also be useful in certain alloys. In phosphor bronze, a copper-tin alloy, a small phosphorus addition improves strength, stiffness, wear resistance, fatigue resistance, and spring-like behavior. That is why phosphor bronze is used for clips, electrical contacts, bushings, bearings, spring washers, and other components that need corrosion resistance and reliable elastic performance.
Phosphorus is also connected to phosphate coatings, although the element and the coating process should not be confused. Phosphate coatings are chemical conversion coatings formed on metal surfaces, often steel, to improve paint adhesion, reduce friction, provide mild corrosion resistance, or serve as a base for oil or other lubricants. Zinc phosphate and manganese phosphate coatings are common examples in industrial and fastener applications.
Photochemical Machining
Photochemical machining (PCM), also known as photo etching or chemical milling, is a precision manufacturing process that removes metal using light-sensitive photoresists and chemical etchants. It combines principles of photolithography—used in semiconductor and printed circuit board manufacturing—with controlled chemical corrosion to create detailed, burr-free metal parts. The process is especially useful for producing thin, intricate, or delicate components that would be difficult or costly to machine mechanically.
The process begins by cleaning and preparing a metal sheet such as stainless steel, copper, nickel, brass, or titanium. A photoresist, a light-sensitive polymer, is then applied to both sides of the metal. A photomask containing the component’s design is aligned over the sheet and exposed to ultraviolet (UV) light, hardening the resist in the pattern of the part. The unexposed or softened areas of resist are chemically removed, exposing the metal to be etched. The exposed areas are then chemically dissolved in an etchant bath—most commonly ferric chloride (FeCl₃) or cupric chloride (CuCl₂)—while the hardened resist protects the remaining metal. For example, with ferric chloride, the reaction can be represented as FeCl₃ + Fe → 2FeCl₂, showing how the etchant consumes the exposed metal. Once etching is complete, the resist is stripped away, leaving behind the finished part.
Because the process uses no mechanical cutting, no stress, burrs, or deformation occur, allowing for extremely fine tolerances—often within ±0.01 mm. It’s also fast to prototype, since tooling involves only digital mask production rather than expensive hard dies. PCM can be applied to hard-to-machine metals and thin sheets that would warp under conventional machining, making it ideal for parts requiring delicate geometry or tight tolerances.
Industrially, photochemical machining is used across a wide range of fields. In electronics, it produces lead frames, EMI shields, and connectors; in aerospace, it’s used for filters, fuel cell plates, and turbine shims; in medical manufacturing, it’s used for stents and fine surgical components; and in automotive and optical industries, it’s used for injector plates, screens, meshes, and watch components.
AKA: Photo Etching
Physical Vapor Deposition (PVD)
Physical Vapor Deposition (PVD) is a versatile family of thin film deposition processes used to produce high-purity, high-performance coatings on a wide variety of substrates, including metals, ceramics, and polymers. It is fundamentally a physical process where material transitions from a condensed, solid phase into a vapor phase, and then is transported and allowed to condense back into a thin, solid film on a cooler substrate surface, all while operating within a high-vacuum environment. This method is distinct from chemical vapor deposition (CVD) because it relies on physical means, such as heat or bombardment, to generate the vapor rather than chemical reactions.

The overall PVD process typically involves four steps: first, Ablation/Vaporization, where the solid source material (the "target") is vaporized, often through techniques like Sputter Deposition (where ions from a plasma knock atoms off the target) or Thermal Evaporation (where the target is heated until it vaporizes). Second, the vaporized material is Transported across the vacuum chamber to the substrate. Third, in an optional but common step, the vapor may undergo a Reaction with an ambient gas (like nitrogen) to form a compound coating such as titanium nitride (TiN). Finally, the vaporized atoms Condense onto the substrate, forming the desired thin film.
PVD coatings offer significant advantages, including superior hardness, wear resistance, high corrosion resistance, and excellent adhesion to the substrate. Most coatings are highly durable and are generally considered more environmentally friendly than traditional plating methods. This makes PVD a popular choice for high-performance applications across various industries, such as coating cutting tools to extend their life, enhancing aerospace and automotive components, and creating specialized films for semiconductor devices, optics, and decorative finishes.
Pig Iron
Pig iron is the crude, high-carbon form of iron that is produced as the first product of smelting iron ore in a blast furnace. It serves as the primary raw material for making both cast iron and steel. The term “pig iron” comes from the traditional shape of the ingots cast in sand molds: molten iron was poured into a central channel (the “runner”) with smaller branching molds that resembled piglets nursing from a sow—hence the name.

Pig iron typically contains 3.5–4.5% carbon, along with 1–3% silicon, 0.5–1% manganese, and small amounts of sulfur and phosphorus. This high carbon content makes pig iron hard and brittle, meaning it cannot be used directly for most structural or mechanical applications. However, it’s an essential intermediate material—a starting point for refining into more useful forms of iron and steel.
The process of producing pig iron begins with the blast furnace, where a mixture of iron ore (usually hematite or magnetite), coke (carbon source), and limestone (flux) is heated to temperatures of around 1,500–2,000°C (2,700–3,600°F). Inside the furnace, several key reactions take place:
1.The coke burns in the presence of air, producing carbon monoxide (CO):
C+O2→CO2
and then
CO2+C→2CO
2. The carbon monoxide reduces the iron ore (Fe₂O₃ or Fe₃O₄) to metallic iron:
Fe2O3+3CO→2Fe+3CO2
3. The limestone (CaCO₃) acts as a flux, combining with impurities like silica to form slag, which floats on top of the molten iron.
The result is a molten pool of pig iron at the bottom of the furnace, which is periodically drained and cast into ingots or transported in molten form for further processing.
There are several grades of pig iron, depending on composition and intended use:
- Basic pig iron, for conversion into steel in basic oxygen furnaces.
- Foundry pig iron, used directly for making cast iron products.
- High-phosphorus pig iron, used in certain specialized chemical processes.
Pig iron on its own is too brittle for shaping or forming, but when remelted and refined to reduce carbon and impurities, it becomes steel; when remelted with additional carbon and silicon, it becomes cast iron.
Pigtail Eye Bolt
A pigtail eye bolt is a specialty eye-bolt-style fastener with a threaded shank on one end and an open spiral or helical “eye” on the other end, the loop resembling a pig’s tail. That spiral end is what gives the part its name. In industry literature it is also called a pigtail bolt, pigtail hook, or pigtail hook bolt.
In practical use, a pigtail eye bolt is most commonly associated with utility and pole-line hardware rather than general household hardware. It is used on wood, concrete, and utility poles to support or connect hardware such as suspension clamps, dead-end clamps, drop-wire clamps, messenger wire attachments, and overhead service cable connections.
The key feature of a pigtail eye bolt is that it provides a partially open attachment point rather than a fully closed forged eye. That makes it convenient where an installer needs to hook in or capture a bail, wire, or cable-support component without feeding the entire line through a closed ring. These parts are commonly supplied in galvanized steel or other corrosion-resistant finishes because they are often used outdoors in power, telecom, and aerial-line environments.
AKA: Pigtail Bolt, Pigtail Hook, Pigtail Hook Bolt
Pin Wrench
A pin wrench is a specialized hand tool used for tightening and loosening round nuts, collars, or fittings that have drilled holes, slots, or notches instead of hexagonal surfaces. Unlike conventional wrenches, which grip flat faces, a pin wrench uses one or more hardened pins to engage with the holes or slots, allowing the user to apply torque without slipping or damaging the component. This makes the tool essential for applications where round fasteners are common.
In terms of design and construction, a pin wrench consists of a strong handle made from steel or alloy material, with hardened steel pins extending from one end. These pins are sized to fit into the holes of the fastener or collar. The wrench may be a fixed type, with set pin spacing for a specific size of nut, or an adjustable type, which allows the pins to slide to different positions to cover a wider range of sizes. The hardened pins resist wear and provide reliable engagement under repeated use.

The purpose and function of a pin wrench are to apply torque to specialized fasteners that cannot be turned with ordinary tools. By engaging directly in the holes or slots, the wrench prevents slippage and ensures even torque distribution, protecting both the tool and the part being adjusted. This makes pin wrenches particularly effective in precision assemblies where damage to the fastener would compromise performance.
Common applications of pin wrenches include machine tools, where they are used to secure or remove spindle nuts, collet nuts, and locknuts on grinders and milling machines. In plumbing and piping systems, they are used on round fittings, gland nuts, or retaining rings. In automotive and aerospace industries, they are applied to specialty fittings such as shock absorber nuts, wheel bearing retaining nuts, and slotted fasteners. They are also widely used in bicycles and motorcycles, especially for bottom brackets, headsets, and suspension components.
The advantages of a pin wrench include secure engagement with specialized fasteners, protection of delicate surfaces from damage, and versatility in the adjustable models that can handle multiple sizes with a single tool. Their precision makes them indispensable for maintaining equipment with round or slotted fittings.
However, there are also limitations. Pin wrenches are limited to use on fasteners with drilled holes, slots, or grooves and cannot be applied to standard hex bolts or nuts. The pins themselves can shear if excessive torque is applied, and using the wrong size or spacing can lead to poor engagement. Proper matching of pin size and fastener design is critical for safe use.
Pinion Shaft Bolt
A pinion shaft bolt is a critical fastener used inside a differential assembly to secure the pinion shaft (also called the cross shaft or spider gear shaft) in place within the differential carrier. The pinion shaft itself supports the spider gears, which allow the vehicle’s left and right wheels to rotate at different speeds during turns.

The pinion shaft bolt locks this shaft firmly in position so that it cannot slide out of alignment or rotate independently. Without it, the spider gears would lose support, leading to catastrophic gear failure or even complete differential destruction.
Function and Design
The bolt passes through a small retaining hole in the carrier and threads into a cross shaft bore in the differential. Once tightened, it secures the pinion shaft axially, keeping it from drifting out under torque and vibration.
It is typically:
- Small in diameter but very high in strength, usually Grade 8 or higher, since it experiences significant shear forces.
- Made from hardened alloy steel with a phosphate or black oxide coating to resist corrosion.
- Equipped with fine threads for maximum holding power and sometimes threadlocker to prevent loosening from vibration.
Common Applications
Pinion shaft bolts are found in most automotive rear- and front-wheel-drive differentials, including those from GM, Ford, Chrysler, and Dana/Spicer axles. Despite their small size, they are known to be a weak point in some differentials—if overtightened or reused, they can shear off or back out, causing the pinion shaft to walk out and strike the ring gear or housing. For that reason, these bolts are always replaced during a differential rebuild or gear service.
Piping Flanges
Piping flanges are mechanical connectors used to join sections of pipe, valves, pumps, and other equipment into a pressure-tight system using bolts and a gasketed sealing surface. Think of them as the “bolt-together” joints of a piping system—built so you can assemble, disassemble, inspect, swap components, and maintain without cutting and rewelding pipe every time.
What a flange actually does in the real world
A flange joint is basically three things working together:
1. Two flange faces (the mating surfaces)
2. A gasket between them (the seal)
3. Bolting that clamps the faces together with enough force to compress the gasket and resist internal pressure
In industrial service, flanges show up wherever you need serviceability (valves, strainers, instruments), equipment connections (pump suction/discharge, vessel nozzles, heat exchangers), and code-compliant pressure boundaries.

Why flanges matter (and where problems happen)
Flanges are engineered to handle:
- Pressure & temperature (your “pressure class” / rating)
- Thermal cycling (hot/cold swings can relax bolt load)
- Vibration (pumps, compressors)
- Corrosion/chemistry (material selection is huge)
- Alignment and assembly quality (most leaks are assembly/tolerance/bolt-load issues)
Most flange leaks aren’t “bad flanges”—they’re usually wrong gasket, incorrect bolt torque pattern, poor surface finish, misalignment, dirty faces, or bolting/material mismatch.
Common flange types (how they attach to pipe)
Here are the usual suspects you’ll see on drawings and in plants:
- Weld Neck (WN): Butt-welded to the pipe with a tapered neck. Excellent for high pressure/high temperature and fatigue service (vibration, cycling).
- Slip-On (SO): Pipe slips into the flange and is fillet-welded. Easier to fit up, common in moderate service.
- Socket Weld (SW): Pipe inserts into a socket and is fillet-welded. Common in small-bore (often ≤2") higher-pressure services.
- Threaded: Screws onto threaded pipe. Used where welding is undesirable, generally limited by service conditions and code practices.
- Lap Joint (LJ): Used with a stub end; the flange rotates around it. Great when you need easy alignment or use expensive alloy pipe but cheaper flange material (with correct compatibility).
- Blind (BL): Solid flange used to cap/terminate a line or provide access for future tie-ins.
Flange faces (how they seal)
The face style controls the gasket type and sealing behavior:
- Raised Face (RF): Most common in industrial piping. Uses a gasket on a raised sealing surface.
- Flat Face (FF): Often used with cast iron equipment to avoid overstressing the flange; gasket covers the entire face.
- Ring-Type Joint (RTJ): Uses a metal ring gasket in a machined groove; for high pressure/high temperature and critical service.
Surface finish (the “serrations”/roughness) matters because it affects how the gasket “bites” and seals.
Pressure classes and sizing
Flanges are typically specified by:
- NPS (Nominal Pipe Size, e.g., 4", 6")
- Pressure Class (e.g., Class 150, 300, 600, 900, 1500, 2500)
- Material grade (e.g., carbon steel, stainless, alloy)
- Facing (RF/FF/RTJ)
- Standard (commonly ASME B16.5 for many sizes, and ASME B16.47 for large diameter flanges)
(Those “classes” are not directly “psi”; the allowable pressure depends on material and temperature.)
Where you’ll see them in fastener-land
Flange joints are a big consumer of stud bolts and nuts. A typical setup is:
- Stud bolts + heavy hex nuts (often with washers depending on spec/practice)
- Materials selected for service: e.g., carbon steel for general service; alloy/stainless where required; with attention to galvanic corrosion and temperature.
Pitch Diameter
The pitch diameter of a thread is the imaginary diameter of a cylinder that passes through the threads at the point where the width of the thread ridge (the crest to the flank) and the width of the thread groove (the flank to the root) are exactly equal. In other words, it’s the “midpoint” between the major diameter (the outer crest) and the minor diameter (the inner root) of the thread profile.
Unlike the major and minor diameters, which are physical measurements you can see and touch, the pitch diameter is a theoretical dimension. It is critical because it represents the effective size of the thread, where the flanks of the internal and external threads actually make contact and carry the load. When a bolt is screwed into a nut, it’s primarily the flanks along the pitch diameter that engage with each other, ensuring proper fit and strength.

The pitch diameter controls whether two threaded parts will assemble correctly. If the pitch diameter of the bolt is too large or the nut’s pitch diameter is too small, the parts may not fit together. Conversely, if the diameters are too loose, the connection may lack strength or stability. Thread tolerance systems, such as ISO and Unified standards, are built largely around controlling the pitch diameter to ensure interchangeability and performance.
In summary, while the major diameter sets the nominal size and the minor diameter sets the root strength, it is the pitch diameter that defines the functional fit between mating threads and determines how well they share load and resist stripping.
Pitting Corrosion
Pitting corrosion is a localized and highly destructive form of electrochemical corrosion that produces small, deep holes or “pits” on a metal surface. Unlike uniform corrosion—which affects a surface evenly—pitting attacks specific microscopic areas, often penetrating deeply while leaving much of the surrounding surface relatively intact. This makes it especially dangerous and difficult to detect, since severe structural damage can occur beneath an otherwise smooth surface.
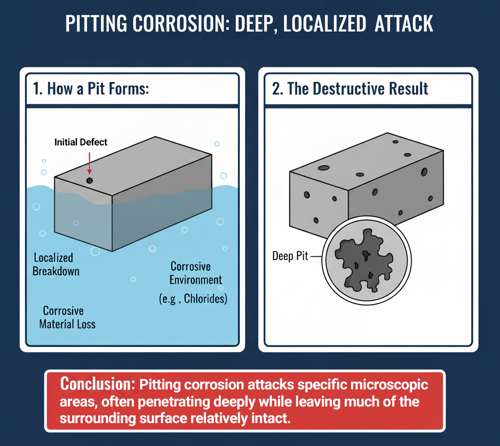
Pitting corrosion typically begins when a protective oxide film (the passive layer) that normally shields metals such as stainless steel, aluminum, titanium, or nickel alloys is locally damaged or weakened. This can happen due to chloride ions (from saltwater or perspiration), mechanical scratches, chemical impurities, or stagnant fluid conditions. Once the film is breached, a tiny anodic site forms where metal dissolution begins:
Anodic reaction:
Fe → Fe²⁺ + 2e⁻
The nearby intact surface acts as a cathode, where a reduction reaction consumes the released electrons:
Cathodic reaction:
O₂ + 2H₂O + 4e⁻ → 4OH⁻
Inside the pit, metal ions hydrolyze in the presence of water, creating acidic conditions (low pH) that further accelerate dissolution. Meanwhile, chloride ions migrate into the pit, maintaining electrical neutrality and promoting even more localized attack. The chemistry inside the pit becomes self-sustaining, causing it to deepen rapidly while the rest of the surface remains passive.
This autocatalytic process can lead to narrow, deep cavities that compromise the structural integrity of thin components like tubes, tanks, or fasteners. Because pits can penetrate metal walls without significant overall mass loss, pitting corrosion is among the most insidious and dangerous forms of corrosion, often leading to sudden leakage or failure with little visible warning.
Common causes include:
- Chloride-containing environments, such as seawater or road salts.
- Poor oxygenation, which prevents passive film repair.
- Deposits or crevices that trap corrosive agents.
- Improper alloy selection or surface contamination during fabrication.
Prevention and control of pitting corrosion rely on:
- Using more resistant alloys (e.g., 316 stainless steel instead of 304, due to its molybdenum content).
- Maintaining clean, oxygenated surfaces so the passive film can regenerate.
- Applying protective coatings or cathodic protection.
- Avoiding chloride-rich environments when possible or using corrosion inhibitors.
Place Bolt Type AA
Place Bolts — otherwise known as Locking Head Bolts, GM Lock Bolts, or Type AA Lock Bolts — are specially designed to provide a locking action between the bolt and the material being clamped. The locking comes from the crevice under the head and the slots in the top causing the head to flex as it’s tightened. These bolts are well known for their use in transition and diesel engines and many other capacities.

Plain Finish
A plain finish fastener has no additional plating or coating and is supplied in its raw, untreated metal state. Often referred to as bare metal or self-colored, this finish offers no added corrosion protection and is typically used in environments where rust is not a concern.
Appearance - Plain finish fasteners generally have a dull gray, silver, or dark metallic appearance, depending on the base material and any heat treatment. A light coating of oil may be applied to protect the surface during shipping and storage as well.
Plastic Deformation
Plastic deformation is the permanent change in shape or size of a material that occurs when it is subjected to a stress beyond its elastic limit or yield strength. In this state, the material no longer returns to its original form after the load is removed, unlike during elastic deformation where the shape fully recovers. Plastic deformation happens when the applied stress causes atoms within the material’s crystal structure to move or slip past each other, resulting in a lasting rearrangement of the internal structure.
In metals, plastic deformation often begins gradually once the yield strength is exceeded and continues until fracture. During this process, the metal stretches, compresses, or bends without breaking, which is why it’s a key property in manufacturing processes such as forging, rolling, bending, and drawing. The ability of a material to undergo plastic deformation before breaking is called ductility.
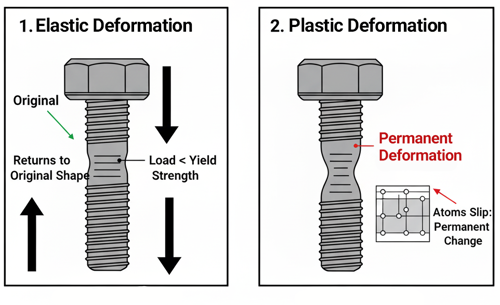
For example, when a bolt is tightened past its yield strength, it begins to stretch permanently — its diameter may slightly reduce, and the threads might elongate. If the load continues to increase, the bolt eventually “necks” and fractures. This behavior demonstrates the material’s transition from elastic to plastic deformation, showing how stress can permanently alter its geometry.
In summary, plastic deformation represents the irreversible flow of a material under stress, where it maintains its new shape even after the load is removed. It’s a crucial concept in understanding how metals and other materials behave under real-world mechanical forces and why design limits are based on avoiding excessive plastic strain that can lead to failure.
Plating (Industrial)
Industrial plating is a surface-finishing process in which a thin layer of metal is deposited onto another material, usually a metal part, to improve its performance, appearance, or durability. The plated layer may be added for corrosion resistance, wear resistance, electrical conductivity, solderability, hardness, lubricity, dimensional buildup, or decorative appearance.
In many industrial applications, plating is done by electroplating. In electroplating, the part is placed in a chemical bath containing dissolved metal ions, and an electric current is used to deposit the plating metal onto the part’s surface. For example, zinc, nickel, chromium, copper, tin, cadmium, silver, or gold can be deposited onto steel or other base materials. The part being plated is usually connected as the cathode, and the plating metal builds up on its surface in a controlled layer.
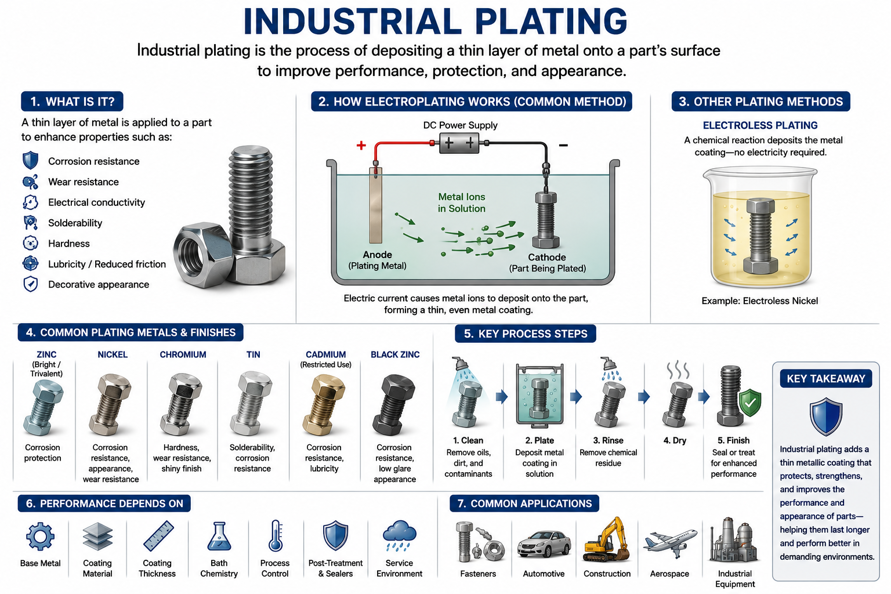
Industrial plating can also include related processes such as electroless plating, where the metal coating is deposited through a chemical reaction instead of electrical current. Electroless nickel plating is a common example. It can coat complex shapes more uniformly than many electroplating processes because it does not depend on current flow in the same way.
For fasteners, industrial plating is especially important because bolts, screws, nuts, washers, and threaded parts often need added corrosion protection or controlled friction. Zinc plating is commonly used to protect steel from rust by providing both a barrier and sacrificial protection. Nickel plating may be used for appearance, wear resistance, and corrosion resistance. Tin plating may help with solderability. Cadmium plating, while highly controlled and restricted due to environmental and health concerns, has historically been used in aerospace and marine applications because of its corrosion resistance and lubricity.
The performance of a plated part depends on the base metal, plating material, coating thickness, surface preparation, cleaning quality, bath chemistry, current density, post-treatments, sealers, and the environment where the part will be used. Poor plating control can lead to problems such as uneven coating thickness, poor adhesion, hydrogen embrittlement risk in high-strength steel, reduced thread fit, dull appearance, porosity, cracking, peeling, or inconsistent torque-tension behavior.
Industrial plating should not be confused with painting or powder coating. Paint and powder coating apply an organic film over the surface, while plating deposits a metallic layer. It is also different from hot-dip galvanizing, where steel is dipped into molten zinc, and mechanical galvanizing, where zinc particles are impact-bonded to the surface.
Platinum (Pt)
Platinum is a chemical element with the symbol Pt and atomic number 78. It is a dense, silvery-white precious metal and one of the platinum-group metals, a family that also includes palladium, rhodium, ruthenium, iridium, and osmium. Platinum is especially known for its high melting point, strong resistance to corrosion and oxidation, and excellent chemical stability, which is why it has long been valued both as a luxury metal and as an important engineering material.
From an industrial standpoint, platinum is important because it is not just decorative; it is also a highly effective catalytic metal. Its catalytic behavior, along with its heat resistance and chemical inertness, makes it useful in applications such as catalytic converters, chemical processing, laboratory equipment, electronics, and certain medical and dental uses. Platinum-group metals as a class are widely recognized for their high melting points, corrosion resistance, and catalytic qualities, and platinum is one of the best-known members of that group.
In materials and manufacturing terms, platinum is best understood as a specialty noble metal used where corrosion resistance, high-temperature stability, conductivity, or catalytic performance justify its cost. It is far less common than structural metals such as steel or aluminum, but it is highly important in critical applications where ordinary metals would corrode, react, or fail to perform as reliably.
Plow Bolt
A plow bolt is a heavy-duty fastener with a flat or countersunk head that sits flush with the surface, commonly used on plows, bulldozers, and graders. It has a square neck under the head to prevent rotation during tightening and is paired with a nut. Designed for high-wear environments, it provides a smooth surface to prevent snagging or damage.
Polymer
A polymer is a substance made of macromolecules, meaning very large molecules built from many repeating structural units. In common chemistry language, those repeating building blocks are usually called monomers, and when many of them chemically join together they form a polymer chain or network. IUPAC defines a polymer as “a substance composed of macromolecules,” and standard chemistry references describe polymers as natural or synthetic materials whose molecules consist of repeated simpler units.

Polymers can be natural, synthetic, or somewhere in between. Natural polymers include materials such as proteins, cellulose, starch, and nucleic acids, all of which are essential to living systems. Synthetic polymers include familiar industrial materials such as polyethylene, polypropylene, nylon, polyester, and many plastics and elastomers. Not every polymer is a plastic, but most plastics are polymer-based materials. The exact behavior of a polymer depends on its chemistry, molecular size, and structure, including whether the chains are mostly linear, branched, or cross-linked into a three-dimensional network.
From a manufacturing and materials standpoint, polymers matter because they can be engineered for very different properties. Some are flexible, some rigid, some transparent, some heat-resistant, and some highly resistant to chemicals or wear. That is why polymers are used in packaging, coatings, textiles, adhesives, seals, insulation, medical devices, automotive parts, and countless molded or extruded products. The basic idea stays the same across all of them: a polymer is a material whose performance comes from very large molecules built by repeating smaller units into long chains or connected molecular structures.
Pound-Force
Pound-force, abbreviated lbf, is a unit of force used mainly in the United States customary system. It represents the amount of force required to accelerate a one-pound mass under standard Earth gravity. One pound-force is equal to approximately 4.448 newtons.
Pound-force should not be confused with pound-mass, which describes how much matter an object contains. Pound-force describes a push, pull, load, or tension acting on that mass. In everyday use, the word “pound” is often used for both weight and force, but engineering calculations distinguish between lb for mass and lbf for force.
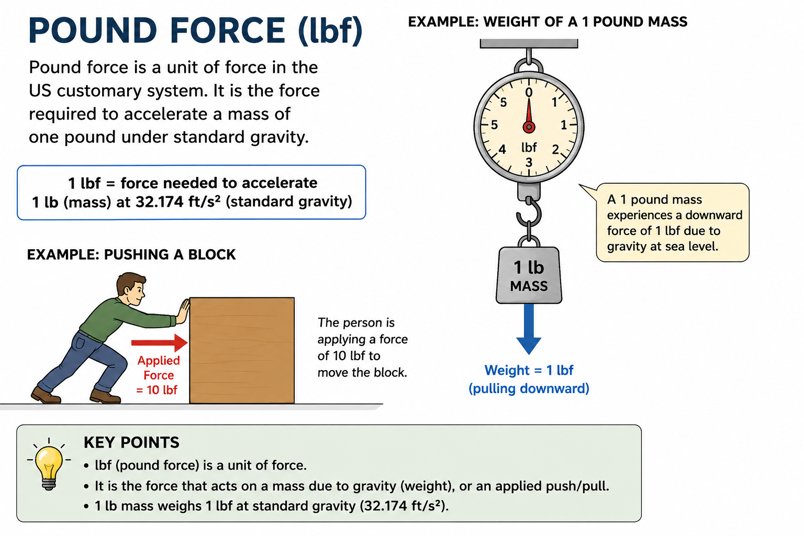
For example, an object with a mass of one pound exerts a downward force of approximately one pound-force due to gravity at Earth’s surface. An object with a mass of 100 pounds therefore weighs approximately 100 pound-force under normal conditions.
In fastener applications, pound-force is commonly used to express preload, clamp force, tensile load, shear load, and test force. A bolted joint described as having a clamp load of 5,000 lbf means the fastener is pulling the joined parts together with a force of 5,000 pound-force.
Pound-force is also used in units such as pound-force per square inch, or psi, which measures stress or pressure, and inch-pounds or foot-pounds, which measure torque. In practical terms, pound-force tells you how strongly something is being pushed, pulled, stretched, or clamped.
Pounds Per Square Inch (PSI)
Pounds per square inch (PSI) is a unit of pressure and stress used to measure the amount of force applied to one square inch of area. In the fastener industry, psi is commonly used to express mechanical properties such as tensile strength, yield strength, and proof load. Because fastener strengths are often very large values, they are frequently expressed in kips per square inch (ksi), where 1 ksi equals 1,000 psi. For example, a fastener with a tensile strength of 60 ksi has a tensile strength of 60,000 psi.
Powder Metallurgy
Powder metallurgy (PM) is a manufacturing method where you make metal parts from metal powders instead of melting a bulk ingot and machining it down. In its classic form, PM means you blend a controlled powder mix, compact it in a die into a “green” (unsintered) shape, then sinter it—heating it to a temperature below the main metal’s melting point so the powder particles bond together into a solid part.

The most common production route is called press-and-sinter. The powder is pressed (often at room temperature) in a rigid die, then sintered in a controlled atmosphere furnace to develop strength and final properties; secondary steps like sizing/coining, heat treatment, machining, or impregnation may follow if tighter tolerances or special performance is required. The Metal Powder Industries Federation describes press-and-sinter as the basic conventional PM process using pressure and heat to form precision metal parts.
PM is widely used because it can produce near-net-shape parts with excellent repeatability at high volume, often with less material waste than machining. It also enables properties that are hard to get other ways—like controlled porosity (useful for self-lubricating bearings or filtration) and certain hard materials such as cemented carbides.
The tradeoffs are real: conventional press-and-sinter parts can retain some residual porosity, which can reduce ductility and fatigue strength compared to fully wrought material unless you use densification methods (e.g., hot isostatic pressing, forging after sintering, or other advanced PM routes). That’s why PM shines in applications where its shape capability + cost + repeatability beat out machining, and why critical structural parts may require higher-density PM processes.
Precipitation Hardening
Precipitation hardening (also called age hardening) is a heat-treatment method that raises the strength and hardness of certain alloys by forming a fine “dusting” of tiny particles (precipitates) inside the metal. Those particles act like microscopic roadblocks that make it much harder for dislocations (the carriers of plastic deformation) to move—so the alloy resists yielding and wear better.

The core idea is: first dissolve the strengthening elements into the base metal, then trap them in place, then let them come back out in a controlled way. You do that in three main steps. (1) Solution heat treat: heat the alloy into a single-phase region so the alloying elements (like Cu, Mg, Si, Ni, Ti, Al, etc.) dissolve into a uniform solid solution. (2) Quench: cool rapidly to “freeze in” that high-temperature chemistry, creating a supersaturated solid solution (more solute dissolved than is stable at room temperature). (3) Age: hold the alloy at room temperature (natural aging) or an elevated temperature (artificial aging) so very fine precipitates form throughout the metal.
What matters is the size, spacing, and coherency of the precipitates. Early in aging, the precipitates are usually very small and closely spaced, often partly “coherent” with the crystal lattice, which makes them extremely effective at blocking dislocations. As aging continues, precipitates grow and coarsen and the spacing increases; at some point they become less effective barriers, so strength can drop. That’s why you hear about under-aged (not enough precipitates yet), peak-aged (maximum strengthening), and over-aged (precipitates coarsened, strength reduced but often with better toughness/stability).
Precipitation hardening is different from other strengthening routes. Work hardening strengthens by piling up dislocations through plastic deformation (rolling/drawing), while quench-and-temper steels strengthen primarily through martensite formation and controlled carbide precipitation during tempering (related physics, but not the classic “supersaturated solution → fine precipitate dispersion” approach used in aluminum and many specialty alloys). Precipitation hardening is especially famous in alloys designed to do it cleanly and predictably.
You see it constantly in industry. Many aluminum alloys get their “T” tempers from precipitation hardening—6061-T6 (Mg–Si precipitates), 7075-T6 (Zn–Mg–Cu precipitates), 2024-T3/T351 (Al–Cu precipitates), and more. Some stainless grades are literally named for it, like 17-4 PH, where strength is tuned by specific aging conditions (you’ll see designations like H900, H1025, etc.). It’s also central in nickel superalloys (turbines) and maraging steels, where very high strength comes from precipitates formed during aging rather than from high carbon.
Practically, precipitation hardening is a balancing act between strength, ductility, toughness, corrosion performance, and dimensional stability. Quenching can introduce residual stresses and distortion; aging schedules are time/temperature-sensitive; and certain alloys can become more susceptible to issues like stress corrosion cracking in specific peak-strength tempers, so manufacturers sometimes choose slightly different aging conditions (or over-aging/dual-aging variants) to trade a little strength for better durability.
AKA: Age Hardening
Precipitation Hardening Stainless Steel
Precipitation hardening stainless steel, often abbreviated as PH stainless steel, is a class of stainless steel that achieves its exceptional high strength, hardness, and corrosion resistance through a specialized heat treatment process known as precipitation hardening (or age hardening). This process involves the controlled formation of very fine particles (precipitates) within the metal’s microstructure, which strengthen the material without significantly reducing its toughness or corrosion resistance.
Chemically, PH stainless steels contain chromium and nickel as their main alloying elements, similar to austenitic grades, but they also include copper, aluminum, titanium, or niobium to enable the precipitation-hardening effect. The chromium provides corrosion resistance, while the nickel stabilizes the austenitic or martensitic structure, and the additional elements form the fine precipitates that dramatically increase strength during heat treatment.
The hardening process occurs in three main stages: solution treatment, quenching, and aging. During solution treatment, the alloying elements are dissolved at high temperature. Quenching rapidly cools the material to lock these elements in a supersaturated solid solution. Finally, during aging, the metal is reheated to a moderate temperature, allowing controlled precipitation of intermetallic compounds that impede dislocation motion — the mechanism that gives the steel its high strength.
Depending on their metallurgical structure, PH stainless steels can be martensitic, semi-austenitic, or austenitic. The most common grade is 17-4 PH (UNS S17400), which contains roughly 17% chromium and 4% nickel, along with copper and niobium for hardening. It offers excellent strength, moderate corrosion resistance (similar to 304), and can be hardened to yield strengths exceeding 1,000 MPa (145 ksi). Other notable grades include 15-5 PH, 17-7 PH, and 13-8 Mo, each designed for specific combinations of toughness, hardness, and corrosion resistance.
Precipitation hardening stainless steels are used extensively in aerospace, nuclear, and petrochemical industries, as well as for valves, shafts, turbine components, fasteners, and high-performance mechanical parts that must maintain strength at both elevated and sub-zero temperatures.
In summary, precipitation hardening stainless steels combine the corrosion resistance of austenitic grades with the strength of martensitic steels, made possible through precise heat treatment. Their ability to achieve very high mechanical performance while maintaining corrosion resistance makes them ideal for critical applications where strength, durability, and reliability are equally important.
Precision Casting
Precision casting, often called investment casting or the lost-wax process, is a manufacturing method used to create fasteners and other components with very fine detail, smooth surfaces, and tight dimensional tolerances.
In precision casting, a wax pattern of the fastener is first made, then coated with ceramic material to create a mold. Once hardened, the wax is melted out (hence “lost wax”), leaving a hollow cavity. Molten metal is poured in, filling the exact shape of the pattern. After cooling, the ceramic mold is broken away, revealing the fastener in near-final form.

Complex shapes: Precision casting can create fasteners with intricate geometries that forging or machining can’t easily achieve.
Tight tolerances: Dimensional accuracy is much higher than with sand casting, reducing the need for secondary machining.
Material versatility: Works with stainless steels, superalloys, titanium, and other high-performance metals.
Applications: Used for specialized fasteners in aerospace, defense, medical, and high-performance industries where both strength and precision are critical.
Press Brake Forming
Press brake forming is a metal forming process that bends sheet metal, plate, or strip stock by pressing it between a punch and a die on a machine called a press brake. The punch pushes the material downward into the die opening, forcing the metal to bend to a controlled angle and radius. It is commonly used to make brackets, channels, angles, enclosures, covers, clips, gussets, panels, and many other formed metal components.
A press brake does not cut the part like a shear or punch press. Its main job is to bend material. The flat workpiece is positioned on the die, the ram drives the punch into the material, and the metal plastically deforms along the bend line. The final shape depends on the punch shape, die opening, material thickness, material strength, bend radius, bend allowance, and how far the punch travels into the die.

There are several common press brake bending methods. Air bending is the most common method, where the material contacts the punch and the two upper edges of the die opening, but does not fully bottom out in the die. Bottom bending forces the material deeper into the die to produce a more defined angle. Coining uses much higher pressure to press the material tightly into the die shape, creating a more precise bend with less springback, but it requires more tonnage and can mark or thin the material.
In fastener and industrial manufacturing, press brake forming is often used for parts that need controlled bends rather than complex stamped geometry. Examples include formed mounting brackets, support angles, equipment guards, reinforcement plates, custom clips, bent tabs, channels, and per-print fabricated components. It is especially useful for lower- to medium-volume parts, prototypes, custom sizes, and heavy-gauge materials where a dedicated stamping die may not be practical.
Important press brake forming considerations include bend radius, springback, grain direction, material thickness, inside bend angle, die width, and tonnage. If the bend radius is too tight for the material, the outside of the bend can crack. If springback is not accounted for, the part may open up after bending and miss the required angle. If the die opening or tooling is not matched to the material, the part may be distorted, over-marked, or dimensionally inaccurate.
Press-In Inserts
A press-in insert is a type of threaded insert designed to be pressed into a hole in plastic, soft metal, or wood to create a strong, reusable internal thread. It typically has knurled or ribbed outer surfaces to grip the base material and resist pull-out. Press-in inserts are commonly used in electronics, consumer products, and molded plastic assemblies where reliable screw threads are needed without tapping the material itself.
Pressure Vessel
A pressure vessel is a closed container designed to hold gases or liquids at a pressure higher or lower than the surrounding (ambient) pressure, and to do so safely at specified design pressure and design temperature. Because stored pressure energy can be hazardous if released suddenly, pressure vessels are commonly built, inspected, and operated under recognized codes and regulations—most notably the ASME Boiler & Pressure Vessel Code (BPVC) for many industrial applications.

In practical industrial usage, pressure vessels include equipment such as air receivers, process reactors, separators, accumulators, and many kinds of tanks and vessels used in chemical and energy facilities. OSHA describes a pressure vessel as a storage tank or vessel designed to operate at pressures above 15 psig, which is a common regulatory threshold in the U.S.
Prevailing Torque
Prevailing torque is the measurable turning resistance created by a locking feature in a threaded fastener assembly—the torque required to keep a nut advancing on a bolt (or a screw advancing in a tapped hole) when the bearing surfaces are not yet in contact and no meaningful clamp load is being developed. It exists because the threads are intentionally made to interfere or increase friction, so the assembly “wants” to resist rotation even before the joint is tightened.
Prevailing torque is produced by locking designs such as nylon-insert locknuts, all-metal locknuts with a distorted/elliptical top or other deformed thread section, thread-forming or thread-deforming features, and pre-applied locking patches (nylon/chemical) on bolts or screws. Because it is fundamentally a friction/interference effect, prevailing torque is separate from the torque required to generate preload in the joint. During tightening, the torque you apply is essentially the sum of (1) the torque needed to overcome this locking resistance and (2) the torque needed to overcome underhead/bearing friction and thread friction while stretching the fastener to create clamp load.
Prevailing torque is commonly verified with a run-on/run-off test: the nut is driven onto a bolt (or the screw into a test nut) and torque is recorded while the assembly is free-running with no bearing contact, ensuring the measurement reflects only the locking feature rather than the friction under the nut face or screw head. Standards typically require prevailing torque to fall within a specified range so the fastener provides reliable resistance to loosening, but not so high that it causes galling, thread damage, or impractical installation. Prevailing torque can change with reuse, temperature, lubrication/coatings, plating thickness, and thread condition; nylon inserts and patches may soften at elevated temperatures, while all-metal prevailing-torque nuts may maintain locking performance better in heat but can be more sensitive to galling on stainless or poorly lubricated assemblies.
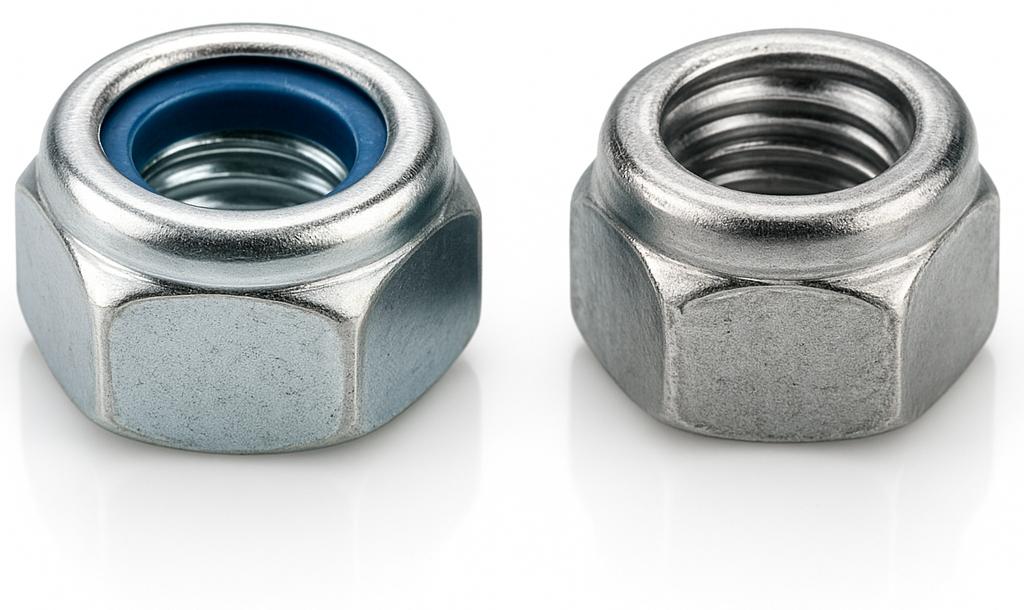
Prevailing Torque Nut
A prevailing torque nut is a locknut with a built-in feature that creates friction on the threads, producing a constant “drag” (the prevailing torque) as it turns. That friction resists loosening from vibration or shock, even when clamp load is low, making the joint more reliable than with a standard nut alone.
There are two main styles: nylon-insert (Nylock), which uses a polymer ring to grip the bolt and is best for general use but limited to about 120 °C/250 °F and a few reuses; and all-metal (distorted-thread/top-lock), which relies on deformed metal threads to pinch the bolt, tolerating higher temperatures and harsher service with limited reusability (the locking torque drops with cycles). Installation torque specs typically account for the added drag, and performance can vary with plating, lubrication, temperature, and reuse. These nuts are common in automotive, machinery, and structural applications where vibration resistance is critical.
Production Part Approval Process (PPAP)
The Production Part Approval Process (PPAP) is a standardized supplier approval framework used to demonstrate that a supplier understands the customer’s engineering design record and specifications and that the supplier’s actual production process can consistently make conforming parts at the quoted production rate.
PPAP is most associated with automotive supply chains and the AIAG PPAP manual, and it’s closely tied to APQP (Advanced Product Quality Planning). The core output of a PPAP submission is the Part Submission Warrant (PSW), which summarizes the submission and is the formal “request for approval,” supported by the required evidence package.
A PPAP package is built from a set of required elements (often described as 18 elements, though which ones are required depends on the customer and submission level). These commonly include items such as the design record, authorized engineering changes, process flow diagram, PFMEA, control plan, measurement system analysis (MSA), dimensional results, material/performance test results, initial process studies (SPC), qualified lab documentation, sample parts/master sample, and customer-specific requirements, all tied together by the PSW.
PPAP requirements are also defined by submission levels (Level 1–5), ranging from PSW only (Level 1) to PSW plus samples and complete supporting data (Levels 3/5), with Level 4 being customer-defined. In fastener programs, PPAP evidence often emphasizes clear lot/heat traceability, dimensional layout, and required material/mechanical test documentation, because those items directly support repeatability and compliance.
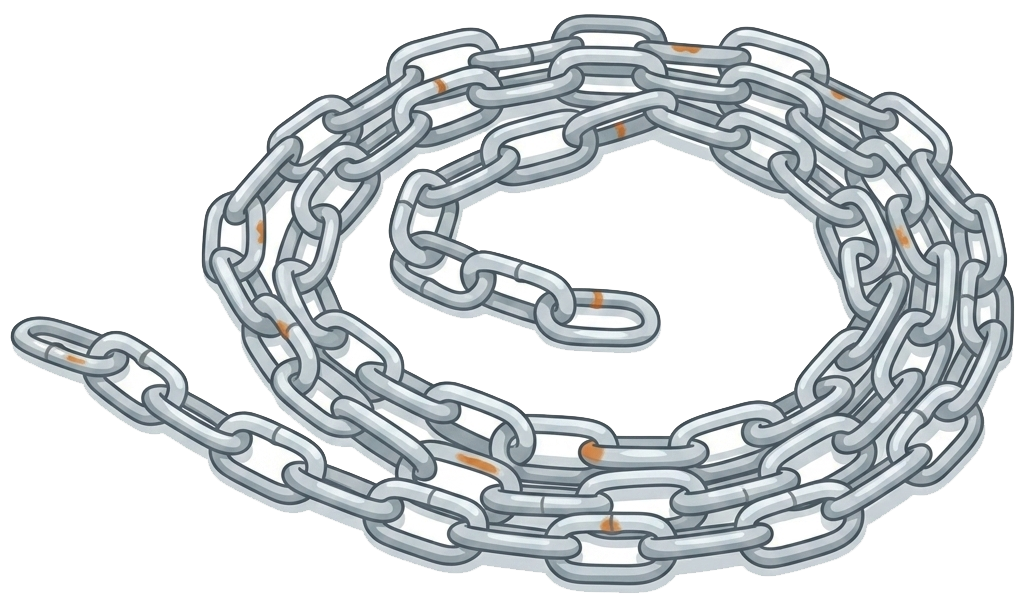
Proof Coil Chain
A proof coil chain is a general-purpose welded steel chain made with round wire links that are formed and electrically or resistance welded for light-duty securing, barrier, tie-down, and utility applications. It is commonly referred to as a commercial-grade chain and is typically not heat treated, which distinguishes it from higher-strength transport, alloy, or lifting chains. Proof coil chain is used where flexibility and basic holding capability are needed, but not where overhead lifting or severe shock loading is involved.
The term “proof coil” historically refers to chain that has been proof tested or produced to a standard commercial-duty level, though exact testing and rating practices can vary by manufacturer and specification. It is widely used for farm and ranch work, towing of light items, playground and recreational uses, logging drag applications, gate closure, guard chain, marine and anchor uses in appropriate grades and finishes, and general maintenance work. It is commonly supplied in plain steel, zinc-plated, or hot-dip galvanized finishes, with galvanized versions often preferred for outdoor or moisture-exposed service.
Proof coil chain is valued for economy, availability, and versatility, but it is not intended for overhead lifting, hoisting, or any application requiring a rated sling or lifting chain unless specifically approved and marked for that purpose. Selection depends on chain size, working load limit, finish, corrosion environment, and the nature of the load. In hardware and industrial terminology, it is generally understood as a low- to medium-duty utility chain rather than a high-strength engineered chain for critical load-handling service.
Proof Load
Proof load is the maximum load that a fastener (such as a bolt, screw, or nut) can withstand without experiencing any permanent deformation. It represents the highest level of stress that can be applied to the fastener while ensuring that it remains within its elastic range—meaning it will return to its original dimensions once the load is removed. Beyond the proof load point, the material begins to deform plastically, leading to a permanent stretch or distortion that can compromise the fastener’s performance and integrity.
In practical terms, proof load serves as a safety benchmark used to verify that a fastener meets its specified strength requirements. During testing, the fastener is tightened or loaded up to its proof load (usually expressed as a specific percentage of its tensile strength, often around 85% to 95%) and then released. If it returns to its original shape and dimensions without yielding, it passes the proof test.

Proof load is usually specified in terms of force (N or lbf) or stress (MPa or ksi), depending on whether it’s defined for the entire fastener or for a particular cross-sectional area. The corresponding test ensures that the fastener can handle expected service loads without stretching, loosening, or losing clamping force.
For example, in high-strength steel bolts such as property class 8.8, the proof load is approximately 80% of the minimum tensile strength. This ensures that in normal service conditions, the bolt remains in the elastic range even when fully tightened, providing consistent and reliable clamping without risk of permanent deformation.
In summary, proof load defines the upper limit of safe, elastic loading for a fastener, ensuring it can perform reliably under tension without suffering permanent damage. It is a critical parameter in fastener design, testing, and quality assurance—helping engineers select the right fastener grade and tightening torque for each application.
Prop 65
A law that requires products sold to consumers in the state of California to carry a warning label if they contain chemicals known to cause cancer or reproductive harm. The law applies only to products sold in California and covers nearly 900 listed substances. It does not restrict the sale of products that contain these substances but is intended to raise awareness so consumers can use them safely. For fastener suppliers, Prop 65 labeling requirements typically apply to platings and coatings such as cadmium or zinc with hexavalent chromate.
Blog Post: Understanding Prop 65 and Its Impact on Suppliers
Property Class
A term used to describe a fastener’s material properties and strength level. Used primarily for metric fasteners, property classes are defined by standards organizations such as ISO or DIN, and help determine appropriate applications based on tensile strength, hardness, and overall performance. Higher property class numbers typically indicate stronger, more durable fasteners.
PTFE (Polytetrafluoroethylene)
PTFE, or polytetrafluoroethylene, is a synthetic fluoropolymer composed entirely of carbon and fluorine atoms, with the chemical formula (C₂F₄)ₙ. It is best known by the trade name Teflon®, originally developed by DuPont in 1938. PTFE is prized for its exceptional chemical resistance, low friction, high temperature tolerance, and non-stick properties, making it one of the most versatile and valuable plastics in industrial, chemical, and consumer applications.
Structurally, PTFE consists of long chains of carbon atoms fully surrounded by fluorine atoms. The strong carbon–fluorine bonds give it extraordinary chemical inertness and thermal stability—it doesn’t react with most chemicals, and it can withstand continuous use at temperatures up to 260°C (500°F). It remains stable in both extremely cold and hot environments, making it ideal for use in chemical processing equipment, seals, gaskets, valves, and electrical insulation.
PTFE’s low coefficient of friction makes it one of the most slippery solid materials known, which is why it’s used as the non-stick coating on cookware and in bearings, bushings, and fasteners that require reduced wear or resistance. It’s also an excellent electrical insulator, commonly used in wiring for aerospace, telecommunications, and high-frequency electronics due to its dielectric strength and resistance to moisture.
Additionally, PTFE is hydrophobic (repels water) and non-reactive to acids, bases, and solvents, which makes it useful in harsh environments like chemical plants, laboratories, and medical devices. However, it is soft and easily deformed under load (a property known as creep), so it’s often combined with fillers such as glass, carbon, or bronze to enhance its strength and wear resistance.
AKA: Teflon®
Pull-Out Testing
Pull-out testing is a mechanical test used to measure how much force is required to pull a fastener, anchor, insert, stud, bolt, screw, rivet, or embedded component out of the material it is installed in. The test applies a controlled tensile force along the fastener’s axis until the part either reaches a required test load or fails.
In fastener and anchor applications, pull-out testing helps answer a very practical question: will the fastener stay in the material when it is pulled on? This is especially important for anchors in concrete or masonry, threaded inserts in plastic or metal, screws in wood, rivet nuts in sheet metal, adhesive anchors, weld studs, expansion anchors, and other fastening systems where the strength of the connection depends heavily on the base material.

During a pull-out test, the fastener is installed into the test material using the specified method. A test fixture or pulling device is then attached to the fastener, and force is applied gradually. The test equipment records the load required to move, loosen, strip, break, or completely remove the fastener from the material.
Failure can happen several different ways. The fastener itself may fracture, the threads may strip, the insert may pull free, the anchor may slip, the surrounding concrete or wood may crack, or the base material may tear out around the fastener. Those failure modes are important because they show whether the weak point is the fastener, the installation method, the mating threads, the adhesive, or the material being fastened into.
Pull-out testing is different from tensile testing. In a tensile test, the goal is often to measure the strength of the fastener or material itself by pulling it apart. In a pull-out test, the focus is the holding strength of the installed connection. It is not just asking, “How strong is the fastener?” It is asking, “How well does this fastener stay put in this material?”
Push Button Ring Nut
A Push Button Ring Nut is a round, threaded nut, typically made of plastic or metal, that is an accessory for industrial-grade control components. Its primary function is to mechanically lock and fasten a push button or similar operator through a cutout hole in a mounting surface (like a control panel). The nut is threaded onto the body of the operator from behind the panel and tightened to press the operator's bezel firmly against the panel face, ensuring a secure mounting and, often, maintaining the seal of the assembly. It is essential for the reliable installation of 22mm or 30mm control devices.

Pyrometallurgy
Pyrometallurgy is the branch of metallurgy that uses high temperatures to extract, refine, or alter metals and metal-bearing materials. The term comes from words meaning “fire” and “metal,” and it includes processes in which ores, concentrates, scrap, or intermediate products are heated so that chemical reactions can separate the desired metal from unwanted minerals and impurities.
In a typical pyrometallurgical process, the raw material is placed in a furnace and heated until important physical or chemical changes occur. Some components may melt, burn, evaporate, oxidize, or react with added materials. The valuable metal can then be collected as a molten metal phase, while many impurities combine into a separate molten material called slag. Because the metal and slag usually have different densities and chemical compositions, they can often be separated after melting.
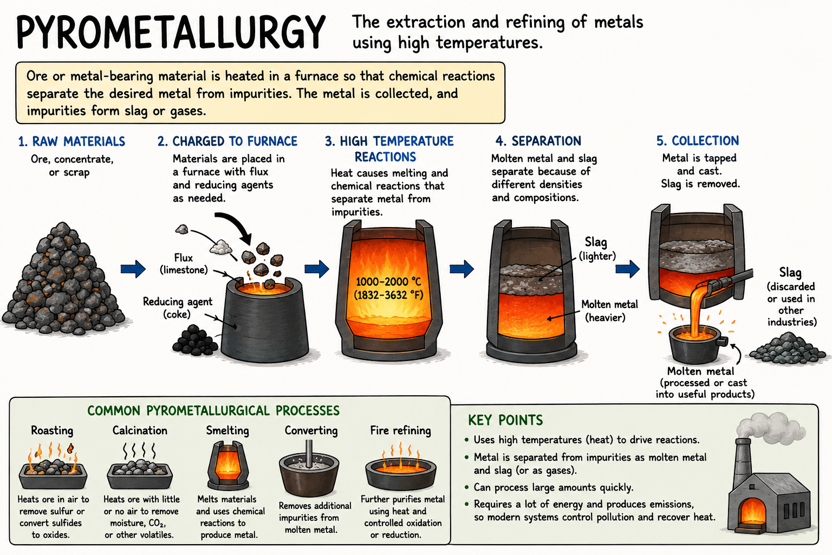
Common pyrometallurgical operations include roasting, calcination, smelting, converting, and fire refining. Roasting heats an ore in the presence of oxygen, often to remove sulfur or convert sulfide minerals into oxides. Calcination heats material with little or no oxygen to remove water, carbon dioxide, or other volatile substances. Smelting melts the material and uses chemical reactions to separate the metal from the ore. Converting removes additional impurities from molten metal, while fire refining uses heat and controlled oxidation or reduction to improve metal purity.
Reducing agents such as carbon, coke, carbon monoxide, or hydrogen may be used to remove oxygen from metal oxides. Fluxes are often added to react with unwanted minerals and form slag. The exact temperature, furnace atmosphere, and chemical additions depend on the metal being processed. Iron, copper, lead, nickel, tin, and several other metals are commonly produced or refined using pyrometallurgical methods.
Pyrometallurgy is valued because it can process large quantities of material quickly and can produce molten metal that is ready for casting or further refining. However, it requires substantial energy and may produce gases, dust, slag, and greenhouse-gas emissions that must be controlled. Modern furnaces therefore use filtration, gas-cleaning equipment, heat recovery, and carefully controlled operating conditions to improve efficiency and reduce environmental impact.
Pyrometallurgy differs from hydrometallurgy, which uses water-based chemical solutions to dissolve and recover metals, and from electrometallurgy, which uses electrical energy to extract or purify metals. In practical terms, pyrometallurgy uses heat-driven reactions to transform metal-bearing material into a usable or more highly refined metal.