Learning Hub
Glossary
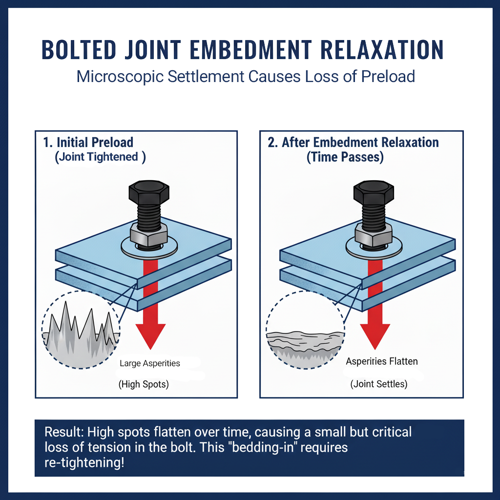
Embedment Relaxation
Embedment relaxation (also called bedding-in or joint settlement) is the early loss of clamp load in a bolted joint that occurs as microscopic surface high spots—asperities—flatten under preload; after tightening, the nut/washer bearing surfaces and the thread flanks contact only at scattered peaks, and as those peaks plastically flow, coatings or paint cold-flow, and burrs seat, the joint stack becomes slightly thinner, which shortens the bolt and reduces its tensile preload, and this drop can be approximated with the inline relation “the clamp-force loss is ΔF ≈ k_bolt·Δδ_embed,” where k_bolt is the bolt’s axial stiffness and Δδ_embed is the amount of settlement. It is largely a one-time effect that unfolds over minutes to hours (or a few early load cycles) and is distinct from stress relaxation/creep (time-dependent loss at elevated temperature) and from self-loosening (rotation under vibration), though all three can interact.
The magnitude is small in thickness but meaningful in force: for a typical M12 class 10.9 bolt with k_bolt ≈ 80 kN/mm, a settlement of about 0.05 mm produces roughly 4 kN of preload loss—often a few percent up to ~10% of initial preload in steel-on-steel joints, and potentially higher with soft materials like aluminum or plastics, rough finishes, squishy coatings/paint, burrs, or multiple interfaces. Most settlement occurs under the nut or bolt head/washer (bearing surface seating and coating compression), at the thread flanks (asperity flattening and micro-yield), and between the joined parts if surfaces are rough, non-parallel, or include gaskets or shims. This matters because lower clamp load increases the risk of joint slip, micro-movement, fretting, and vibratory loosening, and it also skews torque-to-tension expectations during rework.
You can reduce embedment relaxation by controlling contact surfaces (machine or grind bearing faces, deburr, avoid thick soft paint where parts seat, and use hardened flat washers), choosing finishes and coatings that stabilize friction without excessive compressible thickness (e.g., phosphate-and-oil, MoS₂, PTFE, zinc-flake systems), and using a tightening strategy that accommodates seating (for example, a snug-pause-final sequence or torque-angle/torque-to-yield methods for better tension control, with a targeted retorque after initial seating to recover preload). Design choices that raise joint stiffness relative to bolt stiffness—shorter grip length, larger under-head bearing area, stiffer clamped members—also help, and verification tools such as load-indicating washers (DTIs), direct-tension bolts, or ultrasonic elongation confirm that the final clamp load remains after bedding-in. Lubrication won’t eliminate embedment itself, but consistent lubrication trims friction scatter so the achieved preload is closer to target despite the inevitable settlement.
AKA: Bedding-In, Joint Settlement